在产品制造过程中,问题的发现与改进往往是与加工并行的,下面介绍的这两个案例中,主减速器零件与气缸连接盘零件就是在不断的优化中达到了理想的夹具效果。
Part.1 自动化夹紧改进案例
零件为主减速器壳,如图所示,使用四轴加工中心,可一次加工完成所有有位置度要求的尺寸。现在的需求是要对夹具改造,实现自动化夹紧工件,减少装夹时间。

▲零件结构
1、夹具结构分析
现有夹具是用主减速器壳安装止口与其中一个螺栓孔定位,利用四组钩型压板与螺母进行手动压紧的装夹方式,夹紧可靠,因此原来的压紧方案即可。
2、液压元件的选择
液压缸选择:根据夹具动作要求,主压紧应尽量靠近加工位置,考虑到压紧要可靠,选择四个压紧力较大的旋转液压缸。松开工件后,压板还可以自动旋转90°,让开工件的装夹位置。

▲液压夹具油路示意
动力源的选择:以最大10MPa压力的液压站作为夹具的动力源。在零件的加工过程中,液压站和夹具使用快换插头,方便压紧与松开。同时配备保压蓄能器,这样可以避免在加工过程中由于夹具密封问题产生压力损失。由于液压缸的压紧和松开都由液压压力来实现,可以避免液压缸在松开中由于系统的背压而导致的动作不一致。
3、夹具改造方案与结果
压紧机构:拆掉原有压紧机构,增加液压缸压紧元件。

其他压紧机构:增加蓄能器、单向阀、快换插头、压力表和油管等液压元器件。

▲改造后夹具
改造之后,加工时间由之前的16min/件,缩短至15min/件。质量方面,由于压紧力稳定,加工尺寸、精加工余量及表面质量非常稳定,图样要求的几何公差得到了保证。
Part.2 气缸连接盘的铣削用夹具
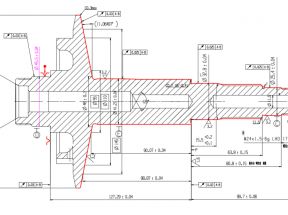
气缸连接盘一般45钢或42CrMo,经正火或调质处理后进行加工。虽然经过上述处理后,切削加工性能优良,但因避空位置较多,形状复杂,切削量大,导致现有的加工效率较低。

图1
1、图样分析及加工工艺
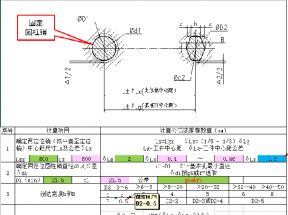
气缸连接盘的加工尺寸如图2所示,虽然工件是规则形状,可用通用的三爪自定心卡盘或单动卡盘夹紧加工,在三轴机床或四轴机床加工,但是在大批量加工时,因上下工件时所用时间与加工时切削的所用时间较长,效率低下。

图2 气缸连接盘的加工尺寸
因此需要抛弃原来的三爪自定心卡盘夹紧加工方式,采用可交换工作台的卧式加工中心,并设计专门的铣削用夹具。
2、夹具的结构形式设计
以φ110mm的底面基准定位,因使用可交换工作台,可在方箱上同时装两个夹具,一共夹紧8个工件,一个工作台在加工的同时,另一个工作台可装卸工件,使加工时间与装夹时间即加工准备时间重合。

图3 夹具三维造型
使用液压夹紧并控制力矩,保证每次装夹的夹紧力相同,采用此措施即可降低工人的劳动强度又能提高加工的一致性。
3、夹具的运作过程
夹具的正面图如图4所示,夹具的详细结构如图5所示。

图4 夹具正面

图5 夹具详细结构
1.无轴衬套 2.同轴密封圈 3.锁紧螺母
4.压板 5.防尘密封圈 6.工件 7.锁紧螺钉
8.夹具底板 9.小活塞 10.密封圈
11.无油衬套 12.O形密封圈 13.同轴密封圈
14.油缸体 15.夹紧活塞 16.复位弹簧
工件在夹紧时用力矩扳手拧紧最上面的锁紧螺钉,带动小活塞向下移动,管路中的液体推动活塞向右移动,同进带动8个压板右移夹紧工件,当松开锁紧螺钉时,复位弹簧将推动活塞向左移动,即可松开。底板上的液压管路图如图6所示,可保证8个活塞可同时动作。

图6 液压管路
装夹工件时,将可更换工作台调入装工件区,工人可面向夹具装夹工件,松开锁紧螺钉,所有的压板在弹力作用下抬起,经车削完成的工件如图7所示,工件沿导向槽装入,半圆弧定位。

图7 装夹工件过程
装夹完毕后,等待加工的指令调入加工区,与主轴的位置关系如图8所示,加工完一面,工作台转动180°加工另一面。

图8 加工区域示意

上述两者工件均是采用可液压夹具方案,主减速器通过改进装夹的动力结构,实现了自动夹紧。气缸连接盘夹具则是利用了液压增力的原理,用手动较小的力可产生较大的压紧力,再者将加工准备时间与加工时间重合,提高了设备的利用率在此过程中工人还可做到一人双机或3机。