一条仅有17道工序的曲轴生产线、通过19台设备、U形线布局,实现了循环时间1.3min,配备6台机械手,操作工仅8名,年产1.6T/1.8T两种涡轮增压发动机曲轴20万支。
高速的曲轴加工产线是如何做到的?其显著特点是采用了近年来兴起的曲轴加工新技术,如打质量中心孔、高速外铣、使用数控曲轴磨床等,简化工艺流程,同时大量采用CNC控制技术及机械手,形成了自动生产线,缩短了单件产品加工时间,从而直接提高生产效率。

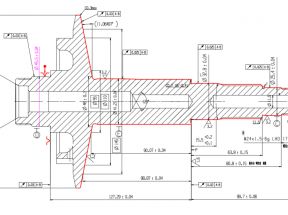
▲曲轴工作形态
曲轴加工工艺流程
乘用车涡轮增压发动机曲轴加工的典型工艺流程:动平衡、打质量中心孔→车第5主轴颈→车法兰→粗加工主轴颈、连杆颈及轴肩→钻油道孔及倒角→粗磨主轴颈、连杆颈轴颈、侧壁及沉割槽→清洗、吹干→圆角滚压→精车、滚光止推面+精车小端→精车法兰端面及凹槽→精磨主轴颈、连杆颈、小端→加工两端螺纹孔、销孔及铰法兰端中心孔→精磨曲轴法兰端→曲轴动平衡去重→砂带抛光主轴颈、连杆颈及法兰外颈→自动检查、作标记→曲轴最终清洗。

▲曲轴工艺流程示例
先进技术的应用
1.动平衡、打质量中心孔
曲轴加工过程中的定位基准为中心孔,按其加工位置可分为几何中心孔和质量中心孔,利用V形块或其他方式找出曲轴主支承轴颈的几何中心,在此中心上加工出的中心孔称为几何中心孔。利用专用的测试设备测量出曲轴的质量中心,在此中心上加工出的中心孔称为质量中心孔。当采用几何中心孔进行后续的车、磨加工时,工件旋转产生离心力,会影响加工质量,而且加工后剩余的动不平衡量较大,在动平衡工序中需多次反复测量和去重才能达到技术要求,效率低,影响生产节拍,造成半成品废品率的增加和定位元件的损耗。采用质量中心孔就能解决这类问题,提高循环节拍。

图1 曲轴质量中心测量机
图1所示为COMAU SYMES10型曲轴质量中心测量机,曲轴放置在设备的鼠笼中,与鼠笼一起旋转,测量出鼠笼与零件一起的不平衡量为M,鼠笼的不平衡量(M1)是已知的,零件的不平衡量M2=M-M1。
通过专用的计算公式,设备可通过M2自动算出曲轴的平衡轴的坐标位置,将测量结果传输至COMAUSDC700L型全自动曲轴两端加工中心,其测量不确定度≤40μm,可以测量多个品种的曲轴,零件品种可自动识别, 循环时间为1.2min,设备简单可靠。
2.高速外铣粗加工曲轴
高速外铣粗加工曲轴主轴颈、连杆颈及轴肩,比CNC车削、CNC内铣、车- 车拉的生产效率高且质量稳定。如CNC车-车拉工艺加工连杆轴颈要二道工序,而CNC高速外铣只要一道工序就能完成,高速外铣粗加工曲轴的显著特点为:切削速度可达350m/min、切削时间短、工序循环时间短、切削力较小、工件温升低、刀具寿命高、换刀次数少、加工精度更高、柔性更好,是曲轴主轴颈和连杆轴颈粗加工的发展方向。

图2
NILES-SIMMONS N20曲轴外铣机床(见图2)可同时加工曲轴主轴颈、连杆颈,机床采用双刀主轴,各个主轴的运动独立,每个主轴带一个刀盘,每个刀盘的加工程序及其参数均独立。将零件放置到辅助上料装置上,辅助上料装置将零件放置到加工区域;卡盘夹紧零件法兰,顶尖从后部顶紧;零件旋转,左右两个刀盘在刀具主轴上按照一定速度旋转同时沿径向前后运动,实现加工主轴颈和连杆颈。床身(W/Z轴)直线型滚动导轨、横向拖板(U/X轴)直线型滚动导轨。数控控制系统采用SINUMERIK840D sl的技术数据, 铣削操作模块化微处理器数控连续轨迹控制,集成PLC与数字完整的解决方案SINAMICS S120。
3.数控曲轴磨床的应用
粗磨主轴颈、连杆颈轴颈、侧壁及沉割槽。数控曲轴磨床可一次装夹磨削全部曲轴主轴颈和连杆轴颈,此类磨床一般配双砂轮头架,可满足多品种、成本、高精度、大批量生产,应用工件回转和砂轮进给伺服联动控制技术, 可以一次装夹而不改变曲轴回转中心即可完成所有轴颈的磨削,包括随动跟踪磨削连杆轴颈;采用静压主轴、静压导轨、静压进给丝杠(砂轮头架)和线性光栅闭环控制系统,磨削轴颈圆度精度高,且磨削效率极高。
JUCRANK 6S 10-10数控外圆曲轴磨床(见图3)用于粗磨曲轴的主轴颈和连杆颈及沉割槽。设备自带的机械手从上料滚道上将零件抓起,然后放置到设备内部的预支撑块上;夹具自动夹紧零件;零件旋转,两个砂轮前进,按照程序进行径向移动,同时磨削主轴颈和连杆颈,加工完毕后,砂轮后退,零件停止旋转后,夹具松开,机械手抓取零件,放置到下料滚道上。X/Z轴定位精度为0.004mm;重复定位精度为0.002mm;采用了MARPOSS自动直径量仪和轴向量仪,确保直径和轴向尺寸的精度监控。

图3
精磨主轴颈、连杆颈和小头端。使用JUCENTER 6L CRANK数控外圆曲轴磨床(见图4)精磨曲轴的主轴颈和连杆颈,带有两个工位, 第一个工位精磨曲轴的连杆轴颈和第二个工位精磨曲轴的主轴颈,设备自带的机械手从上料滚道上将零件抓起,然后放置到设备内部第一个工位的预支撑块上,第一工位的夹具自动夹紧零件,零件旋转,第一个工位对应的砂轮前进,按照程序进行径向移动,磨削连杆颈;加工完毕后,砂轮后退,零件停止旋转后,夹具松开。机械手抓取零件,放置到第二个工位的预支撑块上;二工位的夹具自动夹紧零件,零件旋转,第二个工位对应的砂轮前进,按照程序进行径向移动,磨削主轴颈;加工完毕后,砂轮后退,零件停止旋转后, 夹具松开。机械手抓取零件, 放置到下料滚道上, 开始下一个加工循环。X/Z轴定位精度为0.004mm;重复定位精度为0.002mm。

图4
4.数控卧式车床的广泛应用
DANOBAT NA750型曲轴止推面精车机床配备自动检测装置, 零件完成夹紧后, 测头自动检测止推面宽度,确定其中心线,以此为加工基准,并根据上一件曲轴的加工情况进行自动补偿,进而实现以中心线为加工基准、等余量地对止推面两个侧面进行精车加工,车削完毕后自动检测止推面宽度,同时完成小端及沟槽的加工。车削完成后,车刀退回,滚光头伸出,同时滚光止推两端面。滚光时,滚光面具备良好的润滑。NA500型精车法兰端面及凹槽机床配备自动检测装置,零件完成夹紧后,测头自动检测止推面至法兰端面距离。X轴定位精度0.022mm、重复定位精度0.006mm,Z轴定位精度0.008mm、重复定位精度0.004mm。
5.曲轴砂带抛光机的应用
采用GRINDMASTER曲轴砂带抛光机对曲轴的油封颈、主轴颈、连杆颈进行抛光,抛光时先对工件进行喷淋清洗,再采用砂带包住零件的方式进行抛光。抛光时有两个旋转方向,最后的抛光方向和发动机正常运转方向相同(从飞轮侧看);抛光完后,进行甩干脱油的工作,设备需自带抛光液处理系统。
6.曲轴圆角滚压机
关于HEGENSCHEIDT MFD7895型曲轴滚压机,其控制系统采用西门子PLC S7-300,机床安装了9个滚压单元,这些单元是用来对曲轴进行滚压和校直的,最大滚压力30kN;脉冲式滚压连杆颈,减小工件变形;通过整合在滚压单元中的压力传感器和位置传感器及滚压深度传感器,实现滚压压力的检测监控;滚压后自动检测主轴颈跳动并通过滚压进行校直;配备断刀检测装置;电子测量探头对曲轴的所有主轴颈进行径向跳动测量;通过激光头探测连杆颈的最高点,识别零件的品种。
7.曲轴油孔加工机床
HORKOS Imql曲轴油道孔及倒角加工机床,采用3个工步对油道孔进行加工,铣平面→钻油道孔→倒角,克服原来设备一道钻孔工步的质量不稳定、断刀频繁以及人工倒角等缺点,设备与工序能力值一次合格,循环时间低于1.3min。
8.曲轴动平衡去重机
COMAU SYME S10测量与校正曲轴动平衡机由测量工位、气动回转传输装置、钻孔校正工位组成;平衡测量,测量和显示不平衡量,自动分解计算钻孔数据,钻孔校正、不平衡量复检等动作全部为自动。测量工位的测量不确定度≤1g·cm,校正工位的最大钻削进给速度≥500mm/min。

随着乘用车发动机趋于轻量化、结构简单化以及性能高效化, 作为发动机核心零件的曲轴,其制造工艺也将发生较大的变化,高速、高效、柔性、复合化的技术是曲轴制造发展的主要方向,先进的曲轴生产线一定是生产线短、效率高、人员少、生产过程稳定、产品质量可靠的自动化生产线。